





霍尔开关在数控车床自动回转刀架中的应用
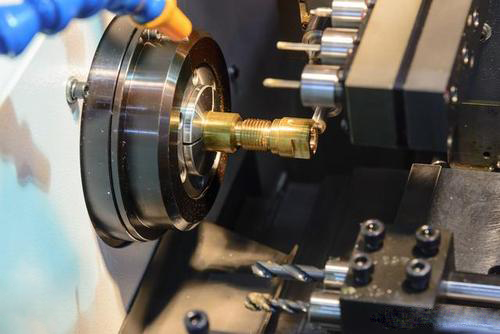
数控车床自动回转刀架能缩短装夹时间,提高加工效率。自动换刀装置种类繁多,目前常用的有可转位刀架、可更换主轴头换刀和带刀库的自动换刀系统几种,其中以可转位刀架应用最为普及,可转位刀架为一种常见的中高档数控车床刀具储存装置,而电动四工位刀架是可转位刀架中最为常用的。
霍尔开关的结构
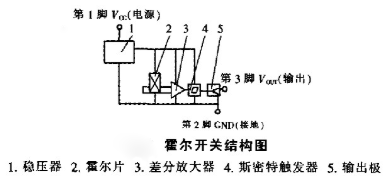
霍尔开关全称霍尔式接近开关,它可以方便地把磁输人信号转变成电信号,安装简单,可靠性高。其结构如图所示。它由稳压器、霍尔片、差分放大器、斯密特触发器以及输出极组成。
数控车床自动回转刀架的结构以及工作原理
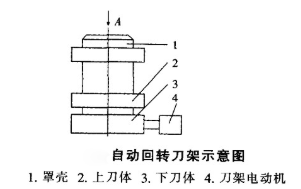
数控车床的自动换刀是通过多工位自动回转刀架来实现的,自动回转刀架如图3所示,它是由机械换刀机构、电动机和发信盘等组成。具体操作过程:系统首先发出换刀信号,接着刀架电机开始正转,升降机构把刀体升到一定高度,通过离合器将上刀体转到相应刀位,此时由发讯盘发出信号提示到位,初定位完成之后,上刀体下降实现精确定位,最终再由升降机构将刀架锁紧,刀位到位,换刀结束。
霍尔开关在数控车床自动回转刀架上对刀位的检测
下图为四工位电动刀架发信盘的工作原理图,它展现了回转刀架是如何检测到刀位信号的。发信盘是1由尼龙材料作为封装的圆盘固定在刀架内部中心轴上,发信盘内部根据刀架工位数有4个霍尔开关和固定在刀架上的磁钢,这使得该部件能够用来检测刀具的位置。发信盘上的霍尔开关有3个引脚,其中2个直流电源端,其余的是4个刀位信号输出端,根据输出信号来识别刀具的位置。当更换刀具时,电机驱动刀架旋转,刀架上的磁钢到达发信盘相应位置,它就会发出信号,使得CNC系统能够确定刀具已达到确定位置。

如上图所示,它有3个引脚,第1脚接+12 V电源,第2脚接+12 V地,第3脚为刀位信号输出。
刀位信号的处理
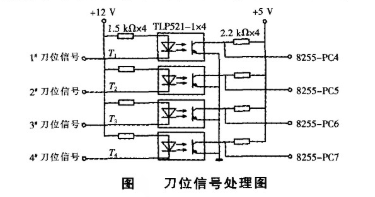
上刀体转位时,当刀架上的磁铁对准其中一个霍尔开关,其中第3只引脚输出低电平;随着刀架的转动磁铁离开时,送出高电平,这样4个霍尔开关分别输出的T1、T2、T3、T4刀位信号全部送到光电隔离电路处理,接着再由光耦合器送到8255的I/O接口芯片。
刀位信号的控制
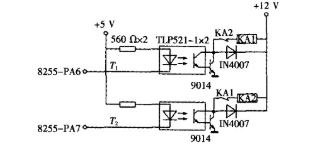
控制刀架的正反转电路如图所示,图6中KA1为正转的继电器线圈,KA2为反转的继电器线圈KA1串联反转继电器的常闭触点,KA2与正转继电器的常闭触点串联,这样导致了正转与反转互锁,构成了互锁电路,防止控制系统出现短路现象。PA6与PA7是芯片8255的I/O接口,它们用来控制刀架电动机正转和反转。
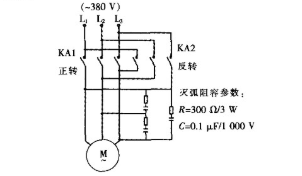
KA1或KA2的触点接通380V电压时,刀架正反转实现电路如图所示。此电路正反转电机的附火花,因为电路切换容易产生很强的电火花,电火花的产生会通过电网影响控制系统正常工作,必须采用防范措施。
“推荐阅读”
【责任编辑】: 华芯霍尔元件版权所有:https://www.wxhxkj.com/转载请注明出处






 华芯霍尔元件微信
华芯霍尔元件微信 华芯霍尔元件微博
华芯霍尔元件微博 移动官网
移动官网